机器视觉的发展,将使药品包装更精准,NG率更低
作为关系人类生命安全的特殊商品——药品,其在生产、包装、运输中都有着严格的要求。为了减少次品率,越来越多的企业在药品包装的过程中引入机器视觉检测系统,不仅提升了效率,更将NG率降到了历史新低。
一般来说,机器视觉在药品包装检测时有三类应用:初包装、二次包装、配件检测。
初包装检测:从源头消灭不合格
初包装是指把药物装进容器封口的过程,包装合格的产品才能进入市场,因此它的检测项目是最多的,也是最严格的。
以疫苗常用的西林瓶和安瓿瓶为例,它们都是玻璃制品,具有较好的阻隔性能和出色的耐腐蚀能力,缺点是有易碎的安全隐患。灌装前,机器视觉会在特定光源环境下高速拍摄并对比,找出有瑕疵的容器并在线剔除。
装瓶后,同样需要经过多道检测来判断是否合格。通常,制药企业会记录正常瓶口的特征和药液的标准位置。经过检测镜头前时,相机会捕捉当前被检测物体的特征,与先前拍摄的样本图像进行比对检测。
机器视觉在初包装过程中有以下5大类检测项目:
1.外形检测(高矮瓶、断口瓶、异形瓶、异色瓶、倒瓶、半截瓶);
2.瓶口检测(瓶口上沿损坏、外沿损坏、下沿损坏);
3.瓶身检测(瓶身污渍、裂纹、磨损);
4.瓶底检测(瓶底污渍、异物、损坏、薄膜异物);
5.残留液检测(残留液体)。
目前,制药企业已广泛采用高速USB工业相机来实现药瓶检测需求。
USB3.1工业相机的拍摄帧速可达539帧/秒,能快速且准确地进行图像数据的传输和处理,在恶劣环境下保证稳定的性能和准确的拍摄效率,且长时间连续运行。工业相机被广泛用来监控、分析和优化制药流程,确保药品质量,提高生产率。此外,检测采用“相对位置”,检测结果不会受瓶子在传送带上震动而受影响。
其结合彩色工业相机可获知药物颜色,与事先设定的颜色比对,可辨识封装的药物是否正确、是否变质、是否受污染,同样可以自动淘汰不合格产品。
需要注意的是,容器检测的关键取决于光源、镜头、相机和软件算法的结合。针对不同瓶型,必须选择适宜的光源组合,将缺陷异物视觉对比度做到最高,提高检测精度和准确性。并运用视觉算法对采集的图片数据开展处理和分类,以提高准确性。

二次包装检测:快一点!再快一点!
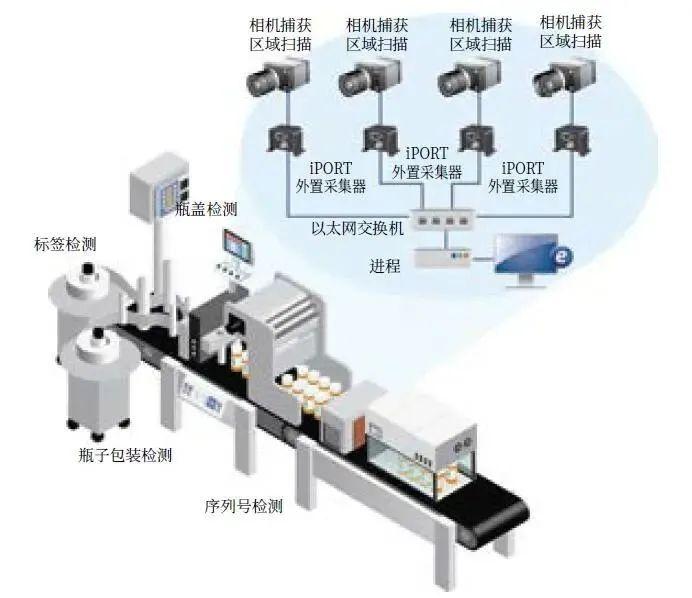
二次包装检测要清晰明确地标明药物的各类信息,实现可溯源。在这一阶段中,文字、数字、二维码、图形的识别是最重要的检测部分,这恰好是机器视觉最擅长的部分。机器视觉可高速实现“条码识别、有无检测、字符检测”。
二次包装检测机器视觉可检测的外包装项目有:
1.有无检测:字符、日期、logo、条码等字符信息是否漏印;
2.错印检测:信息是否准确无误,有没有字母缺失,条码是否准确可读;
3.规格检测:字符标识的大小、粗细是否合乎规范,印刷位置是否准确;
4.清晰度检测:是否存在模糊不清等瑕疵;
5.其他缺陷检测:是否有黑点、飞墨、脏污,是否重印等。

在该类应用中,机器视觉的工作原理相对简单——通过摄像机拍摄(采集)包装上的图像,与该印品的标准图像(模板)相匹配比较,如果发现差异并超出设定的公差范围,则判定为不合格产品
因此,在二次包装检测的过程中,企业对速度的要求更高。摄像机种类、设备接口种类是影响连续高速识别最关键的两大因素。
针对印刷质量检测的机器视觉设备中,可选择的摄像机有两类:线阵式摄像机和面阵式摄像机。
线阵式摄像机一次只能获得图像的一行信息,被拍摄的物体必须以直线的形式从摄像机前来回通过才能获得完整的图像,这适合于对以一定速度匀速运动的物体的图像检测。面阵式摄像机可以一次获得整幅图像的信息,摄像速度更快,可识别检测的信息也更多。在实际应用中需根据产品实际情况选择。
设备接口的类型,决定了摄像机拍摄后图像上传速度的快慢,有专业型和消费型两种。
比如,检测印刷这类连续流水作业的行扫描摄像头,其工作频率一般处于kHz水平。为保证最高速率,此类应用通常使用CarmeraLink(支持最大6.8Gbit/s数据传输)和CoaXPress(支持最大12Gbit/s数据传输)这些专用型机器视觉接口。除了摄像头外,还需要图像采集卡、专用线缆,一定程度上增加了设备集成的难度与成本。
相比之下,目前以USB3.1Gen1和千兆以太网为主的消费型接口,具备便捷部署、组成简单和价格合理的优势。USB3.1Gen1接口可提供最大4Gibt/s的图像数据带宽,支持直接内存存取(DMA)功能。可以将图像数据从USB直接传送到内存供软件使用,与各类摄像头与软件的兼容性更好。
千兆以太网(GigE)提供最大1Gbit/s的图像数据带宽。与USB不同,GigE不支持DMA。在传输过程中需要先将图像数据传输到主机重组为图像框架后,再复制到软件可存取内存中。虽然现代PC的性能足够强悍,但对于部分低功率嵌入式系统依然会产生延迟。好在以太网电缆中包含屏蔽层,并具有数据重发功能,适用于有较大电磁干扰及对传输可靠性有一定要求的生产场景。
目前,以太网消费型接口已发展至万兆以太网(10GigE),最高带宽可达10Gbit/s,是高分辨率3D扫描、容积捕捉和精密计量的理想选择。5G的加入,更大大降低了智能工厂的构建难度,成为更多高端复杂检测的首选接口。
配件检测:不放过任何缺陷
不少药品生产时需配套生产医疗器械,同样需要应用机器视觉检测。以注射器为例,注射器在自动装配过程中可能会产生倒插现象(针尖部位被插入针座),不仅影响产品质量,严重时会危害生命。
在此类细小瑕疵检测中,速度退居次位,获取清晰的细节轮廓才是最重要的。
针尖在磨削后自动进入视觉检测区域拍照。通过背光照明(获取高清晰的针尖轮廓)、环形光照明(产生最适合高反射物体的无方向、柔和的光)等布光方式,获得需要的高清图像。检测后,输出相应结果信号至对应产线PLC。生产线PLC根据得到的信号,控制产线做相应动作(剔除NG品或者通过)。目前该系统已成功投入到生产线上使用,检测总时长(单次“拍照+处理”时间)在100-120ms,无漏检,误检率小于千分之五。
综上所述,基于机器视觉检测技术的表面瑕疵检测系统能够在线高速扫描每个产品,形成高分辨率的图像,并实时处理,准确捕捉各种表面缺陷,在线剔除残次品。结合报警、报表统计、质量分析和分拣等处理,有效提高产品合格率,为企业降本增效。
在药品包装检测的应用中,内包装质量、外包装信息、配件细节检测是最主要的检测内容。相比复杂的3D检测,包装检测技术较成熟,应用范围大,市场接受度高。未来,机器视觉检测系统还将融入5G技术,向着更快、更便捷、更高自动化方向发展。
文章出自:机器视觉网 https://www.china-vision.org/cases-detail/206332.html
大家都在看
-
为啥好多网友说乾隆就是一台冰冷的政治机器?网友回答道出真相 乾隆:封建专制的“政治机器”,还是“智勇双全”的帝王?提起乾隆,许多人脑海中浮现的恐怕是那个骑马江南,热衷收藏、巡游天下的皇帝,他的“盛世”像一场浮华的梦,光鲜亮丽,但背后隐藏的却是封建专制的冰冷机器 ... 机械之最12-31
-

祖冲之:古代中国的数学巨匠与科学先驱 在中国悠久的历史长河中,有许多杰出的人物在各自的领域中留下了深远的影响。其中,祖冲之(429年-500年)作为一位杰出的数学家、天文学家和机械工程师,堪称古代中国科学史上的璀璨明珠。他的成就不仅推动了中国古 ... 机械之最12-31
-

“机械,最好找工作的专业之一”,山东二本,4个机械男,毕业8年 “如果你只是想找份工作,那学机械准没错,但如果你想找份好工作,那就不能只学机械,要么多学点电气,要么多学点软件”本期分享人,2016年毕业于山东一所普通二本,机械电子工程专业,如今已毕业8年,宿舍4人均已年 ... 机械之最12-31
-
又一项世界之最→太重集团1300t桥式起重机 近日中国重型机械工业协会正式公布2024年重型机械世界之最科技成果太重1300t桥式起重机荣耀“加冕”世界最大起重量单吊点桥式起重机这是太重又一项获得中国重型机械工业协会认定的重型机械世界之最科技成果本次“重 ... 机械之最12-29
-

又一殊荣 太重1300t桥式起重机荣获2024年重型机械世界之最科技成果 近日,中国重型机械工业协会正式公布2024年重型机械世界之最科技成果,太原重型机械集团有限公司(以下简称“太重集团”)研制的1300t桥式起重机,喜获2024年重型机械世界之最科技创新成果认定。据了解,“重型机械 ... 机械之最12-29
-

全省唯一!“洛阳制造”再添世界之最 河南日报客户端记者 肖遥 范坤鹏12月16日,记者从中信重工获悉,其自主研发的直径6.96米、长度52米的球团回转窑,被中国重型机械工业协会认定为“2024年重型机械世界之最科技成果”,标志着该项目成果已达到国际领先 ... 机械之最12-24
-

经开快讯丨中国重型院项目荣获2024年重型机械世界之最科技成果 日前,经开区企业中国重型机械研究院股份公司研制的Φ13.5m圆筒形炼钢烟气电除尘器,喜获2024年重型机械世界之最科技创新成果认定。据了解,“重型机械世界之最科技成果”是指经中国重型机械工业协会认定的,通过自 ... 机械之最12-14
-

经开区企业快讯丨中国重型院项目荣获2024年重型机械世界之最科技成果 【来源:西安网】日前,经开区企业中国重型机械研究院股份公司研制的Φ13.5m圆筒形炼钢烟气电除尘器,喜获2024年重型机械世界之最科技创新成果认定。据了解,“重型机械世界之最科技成果”是指经中国重型机械工业协 ... 机械之最12-14
-

中信再添一“世界之最”中国造“世界最大球团回转窑”获官方认定 近日,由中信重工独立自主研制的Φ6.96×52m(内径×筒长)超重载特大型球团回转窑,被中国重型机械工业协会专家委员会认定为“2024年重型机械世界之最科技成果”,成为“世界最大球团回转窑”,项目成果整体技术达 ... 机械之最12-09
-

英国工程师:中国最让我“心塞”的,就是把顶尖机械卖成白菜价! 在全球制造业的版图上,中国始终是一个无法忽视的存在。尤其是近年来,随着中国科技与工业的飞速发展,中国在诸多领域已经取得了举世瞩目的成就。然而,当英国工程师提起中国机械产业时,他们往往会有一种复杂的情感 ... 机械之最12-03
相关文章
- 英国工程师:中国最让我“心塞”的,就是把顶尖机械卖成白菜价!
- 闻香识豆:科学如何赋予罗布斯塔咖啡豆新魅力
- 大国重器,3款世界最大机械,中国制造不输德国
- 盘点工程机械创造的,十大世界吉尼斯纪录!
- 中国农机化之最(四)
- 中国农机化之最(五)
- 机械键盘什么轴最好用?这篇文章告诉你
- 机械类最吃香的十大专业,未来绝对可以和计算机相抗衡的王牌
- 中国农机化之最(二)
- 中国农机化之最(一)
- 中国农机化之最(三)
- 机械行业中的40个金属之最,你都知道吗?
- 机器刻纸线条最细0.2毫米,这位非遗传承人能刻出0.1毫米
- 大学里最容易令人后悔的二十大专业: 1. 机械工程
- 机器狼:巷战利器背后的科技突破与未来畅想】 前两天
- 2024中国国际农机展之最
- 美国防线崩溃!中国制造全球最巨型机器,谁能阻挡?
- 解放军公布“机器狼”,到底战斗力有多强?
- 什么最可怕,未来战场机器狼群最可怕!#军事科技
- 碾压美军!中国机器狼群亮相珠海航展,武德充沛太残暴!
热门阅读
-
 1
天下第一暗器暴雨梨花针,传说中的唐门暗器做出来了 07-13
1
天下第一暗器暴雨梨花针,传说中的唐门暗器做出来了 07-13 -
 2
世界十大大型船舶排名,第一能承重六十万吨! 07-13
2
世界十大大型船舶排名,第一能承重六十万吨! 07-13 -
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8